كيف تعمل طاحونة يدوية
قطع الطحن هو أداة فريدة من نوعها مع وظائف رائعة ، وهي أداة لا غنى عنها في أعمال النجارة. يمكن لمطحنة اليد إنشاء أنواع مختلفة من الوصلات بين الأجزاء الخشبية ، وتصنيع حواف متقنة للحواف ، والحواف وطبقات الفراغات ، واستخدامها لتحديد الأخاديد والأخاديد ، وكذلك لنحت الخشب والنقش المعدني.
محتوى
قواعد العمل العامة
على الرغم من سهولة التعامل معه ، فإن الموجه هو أداة مؤلمة إذا استخدمته دون اتباع قواعد بسيطة.لذلك ، القواعد الأساسية للعمل مع هذه الوحدة هي كما يلي.
- يجب أن تتناسب الأكمام من الملابس بشكل مريح مع أيديهم. إذا كان شعرك طويلًا ، فعليك التقاطه لمنعه من السقوط على القاطعة والملف اللاحق.
- قبل أن تبدأ ، تأكد من تحقق من كابل الشبكة عن الأضرار التي لحقت العزل. يحدث تلف السلك في وقت يصطدم فيه الكابل بطريق الخطأ بطاحونة لم تتوقف بعد. يجب أن تكون معزولة سحجات العزل وجدت.
- قم بإعداد مكان العمل بحيث لا يحتوي على أجسام غريبة (مفاتيح ، مفكات براغي ، براغي ، إلخ) قد تندرج تحت أداة العمل وتضر بها.
- استخدم فقط أداة شحذ جيدا (طحن). يمكنك التحقق من حدة النصل بإصبعك: لذلك تحتاج إلى حملها على النصل بزاوية 90 درجة. إذا كانت الحافة حادة ، فعندئذ ستشعر باحتقار خفيف للجلد من خلال الحواف الحادة. خلاف ذلك ، سوف تنزلق الاصبع قبالة شفرة بسهولة.
- قبل استخدام القاطع باستخدام محمل الدفع ، تأكد من شحمه بقطرة واحدة من الزيت. يجب أن تدور تحمل بسهولة ودون تأخير.
- عند تثبيت الأدوات في كوليه ، تأكد من أن ساق القاطعة تدخل فيه ما لا يقل عن 20 ملم.
- في كل مرة ، عند تركيب القاطع ، أزل رواسب الكربون ومخلفات الخشب من شفراته باستخدام لوح معدني ناعم.
- استعمال نظارات السلامة الخاصة. حسنا ، إذا كانوا غبار.
- تأكد من حماية الجهاز التنفسي الخاص بك من الغبار الناعم الذي يتشكل بكثرة أثناء الطحن ، خاصة إذا كانت الأجزاء مصنوعة من اللوح الرقائقي و MDF. كدفاع ، يمكنك استخدام جهاز للتنفس الصناعي أو قناع طبي عادي يتم شراؤه في الصيدلية.
- دائما تأمين الشغل على الطاولة مع المشابك. أمسك قطعة العمل بيد واحدة أثناء المعالجة.
- الاختيار الصحيح سرعة الدوران وحدة المغزل ، اعتمادا على قطر المعدات المثبتة. يجب عليك أيضا الانتباه إلى صلابة من الخشب. كلما زادت صلابة المادة ، يجب ضبط سرعة الدوران بشكل أبطأ.
- يجب أن يغرق القاطع في مسار واحد في الشغل بعمق لا يزيد عن 3 مم.
- قبل البدء في معالجة قطع الشغل ، يجب تشغيل جهاز التوجيه والانتظار لحظة تجميع المطحنة للزخم اللازم ، ثم المضي قدمًا في مقدمة الطاحونة في الخشب.إذا بدأت الطحن في دورات منخفضة أو في الثورات الأولية للأداة ، فإن الجزء المتقطع من الأداة سيصل إلى قطعة العمل ، مما سيشكل رقائق. بالإضافة إلى تلف الأجزاء ، قد يرتد جهاز التوجيه إلى الجانب ويجرح المشغل.
- احتفظ بالآلة بطريقة تمكنك من رؤية الأدوات الدوارة والتحكم في غمرها في المادة.
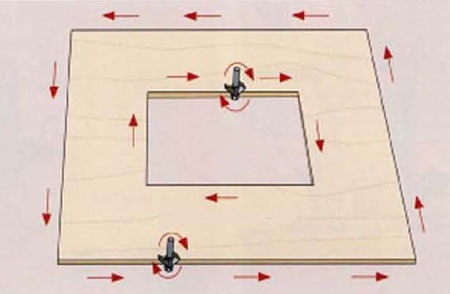
- عندما تدور الطاحونة في اتجاه السهم ، يجب توجيه حركة الطاحونة بطريقة تتحرك بها ريش الأدوات نحو المادةكما هو موضح في الصورة أدناه.
- يجب أن يكون قاطع الطحن ثابتًا في اليدين ، ولكن بدون ضغط لا داعي له على قطعة العمل. اضغط عليه بالتساوي وقم بقيادة الوحدة بسلاسة ، دون الهزات ، طوال مسار الحركة بالكامل.
- إذا تم تنفيذ العمل في دورات منخفضة ، وحتى لفترة طويلة ، فهو يحتاج تبرد في بعض الأحيان. يجب أن تبدأ الوحدة بأقصى سرعة (بدون توقف) لمدة 20-30 ثانية حتى يتم تهوية المحرك جيدًا عن طريق تدفق الهواء الناتج عن الدفاعة المركبة على عمودها.
- لإيقاف الطحن ، على سبيل المثال ، حواف قطعة الشغل ، يجب عليك أولاً إزالة الطاحونة من الخشب ، ثم إيقاف تشغيل الوحدة.ولكن عند الطحن العميق ، يجب عليك أولاً إيقاف تغذية الأداة ، إيقاف تشغيلها ، انتظر حتى تتوقف الأداة تمامًا ، ثم قم بإزالة القاطع من التجويف.
إعداد أداة للعمل
أهم شيء يجب القيام به قبل بدء الطحن هو إعداد الوحدة لنوع معين من العمل ، مع مراعاة خصائص المواد التي يتم معالجتها ونوع الأدوات.
اختيار السرعة
قطع الطحن هو وحدة قادرة على تطوير ثورات المغزل عالية جدا ، من 8000 إلى 24000 دورة في الدقيقة وأكثر من ذلك. كلما زادت سرعة دوران الأدوات ، نظف السطح المراد معالجته. ولكن يجب أن تدرك أن تجاوز السرعة المسموح بها لبعض القواطع يمكن أن يسبب حرق قطعة العمل في مواقع المعالجة. لذلك ، بالإضافة إلى سرعة دوران أداة ساق ، فمن الضروري أن تأخذ في الاعتبار سرعة خطية شفرة. كقاعدة عامة ، كلما كان قطر الأدوات أكبر ، كلما زادت سرعة الدوران لأداة القطع. إذا كنت تنوي استخدام أداة إضافية ذات قطر كبير ، فستحتاج سرعة المغزل إلى تقليلها قليلاً.
يوجد أدناه جدول ، يمكنك من خلاله اختيار السرعة المثلى لتدوير الأداة ، اعتمادًا على قطرها.
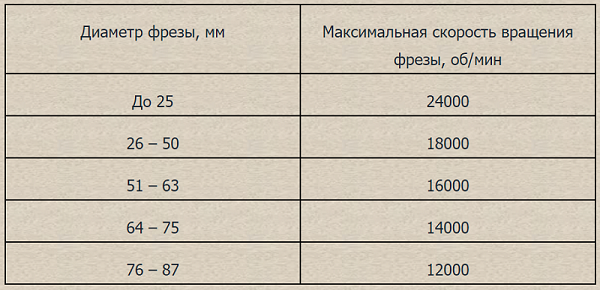
بالإضافة إلى ذلك ، عند اختيار سرعة دوران الأداة يجب أن تؤخذ بعين الاعتبار وصلابة المواد التي تتم معالجتها. مطلوب الطحن من الخشب الصلب في سرعة أقل من الموصى به لقطر أداة محددة.
يجب عليك أيضا تقليل سرعة الأداة إذا كنت بحاجة إلى قطع PVC ، معالجة الزجاج العضوي والبلاستيك. عند السرعات العالية ، يبدأ البلاستيك في الذوبان والالتزام بأدوات الشفرة. في كل حالة ، يتم تحديد سرعة الدوران بشكل تجريبي.
تثبيت القاطع
قبل استبدال الأداة ضروري افصل الموجه من مصدر التيار الكهربائي. لن يكون إيقاف تشغيل زر البدء كافياً. من المهم جدًا فصل سلك الطاقة لمنع بدء تشغيل المحرك العرضي.
التغييرات تزوير على النحو التالي.
- ضع الماكينة على جانبها بحيث يكون زر تثبيت المغزل في الأعلى.
- اضغط على الزر وقم بتحويل المغزل حتى يتعامل مع التجنيب. بعد ذلك ، ضع المفتاح على صمولة القولبة وفكها. على بعض نماذج من قواطع الطحن قد لا يكون هذا الزر. في هذه الحالة ، تحتاج 2 الشدات.يتم وضع المفتاح الأول على الجوز الموجود على المغزل ويعمل كخادم (إذا قمت بتثبيته على شريط التوجيه) ، ويتم استخدام المفتاح الثاني لفك جوزة الجوز.

- بعد فك المشبك ، قم بإزالة عرقوب البقعة منه.
- بعد ذلك ، أدخل أداة إضافية جديدة ، تغرق عرقوبها في الكليه إلى عمق لا يقل عن 20 ملم ، أي حتى يتوقف.
- تشديد الجوز كوليه. قم بربط الأداة بقوة كافية ، ولكن ليس كافيًا لتعطيل الخيط.
- افتح المغزل.
ينبغي أن نتذكر: لا يمكن تشديد الجوز المشبك كوليه إذا لم يكن هناك الأدوات في ذلك. سوف يكسره.
ضبط عمق المعالجة
تقريبا جميع الوحدات للطحن المثبتة ضبط عمق. ضبط عمق أداة الغمر على النحو التالي:
- ضع الوحدة على سطح مستوٍ ، على سبيل المثال ، على الطاولة.
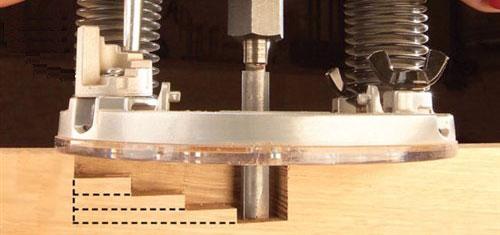
- ضع خطوة محطة البرج (1) ، والتي لديها أصغر ارتفاع ، تحت المحدد الغمر (2).


- قم بإزالة القفل من نقطة توقف العمق عن طريق فك المسمار قليلاً (3) بحيث يمكن أن تتوقف الإيقاف (2) بحرية.
- افتح آلية الغمر الآلي. في بعض طرازات قواطع الطحن ، يتم تثبيت المحرك على قضبان عمودية باستخدام مقبض دوار واحد. يوجد أيضًا عدد كبير من موديلات هذه الوحدات ، حيث يتم قفل محرك الأقراص بواسطة ذراع محوري خاص.
- خفض المحرك لأسفل حتى يلمس القاطع طحن الشغل. يجب أن يتم ذلك ببطء لتجنب شفرات ضرب الجزء.
- بعد ذلك ، يجب عليك إصلاح المحرك مرة أخرى على القضبان.
- خفض عمق توقف (2) على أدنى خطوة من المحطة برج (1).
- اضبط شريط التمرير (4) على المقياس "0" (6).
- ارفع المحدد (2) إلى هذا الارتفاع المقابل لزاويه (4) على المقياس (6) هو قيمة الغوص التي تريد القيام بها. بالنسبة إلى الضبط الخشن ، يتم رفع المحدد (2) أو خفضه يدويًا. يتم إجراء ضبط أكثر دقة لعمق الغمر للأداة باستخدام آلية الضبط الدقيقة (5).
- يجب تأمين وضع السدادة (2) باستخدام مسمار التثبيت (3). الآن يمكنك فتح آلية الغمر ورفع التلاعب بالمحرك إلى الأعلى.
ونتيجة لذلكإذا قمت بتخفيض محرك الأقراص إلى أن تلمس المحطة (2) أدنى خطوة من موقف البرج ، فسوف تحصل على أقصى امتداد للقاطع بالنسبة لقاعدة الوحدة. هذه الكمية من أداة الغمر في الشغل ستكون نهائية ، أي أن يكون لديك العمق المطلوب.
إذا كنت ترغب في إنشاء أخدود عميق لا يمكن تحديده في مسار واحد ، يمكنك استخدام دعامة برج لتغوص الأداة تدريجيًا في قطعة العمل.. للقيام بذلك ، قم بتحريك أعلى خطوة من محطة البرج (1) تحت المحدد العمق (2) وقم بإجراء عملية الطحن. بعد ذلك ، قم باستبدال النقطة التالية ، أسفل المحطة أسفل المحدد ، ثم قم بتمرير مرة أخرى باستخدام الأداة. عندما تصل المحطة إلى أدنى نقطة توقف ، سيتم الحصول على عمق الأخدود المطلوب. يوضح الشكل التالي كيفية تعميق الأداة تدريجيًا في قطعة الشغل ، إذا كنت تستخدم إيقاف نوع دوار.
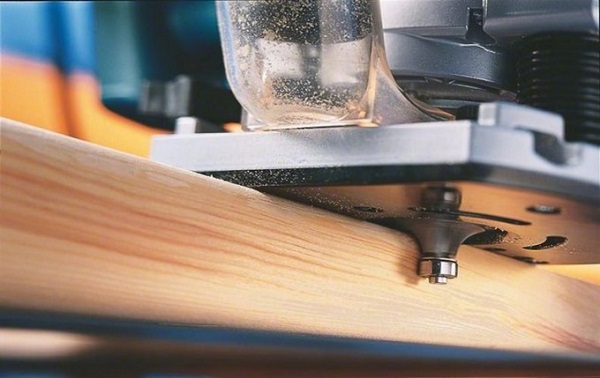
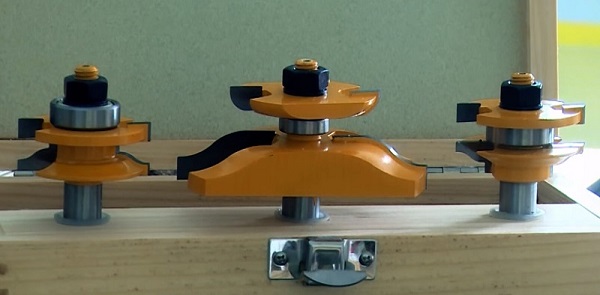
معالجة الحواف
لمعالجة حواف ونهايات قطعة العمل باستخدام خاص المطاحن حافة. يمكن أن يكونا مستقيمين أو متجولين. وتستخدم القواطع المستقيمة لتقليم (تسوية) حواف الأجزاء على نمط (منحني الشكل) أو على مسطرة.على سبيل المثال ، إذا قمت بتقطيع اللوح باستخدام أداة كهربائية ، فلن تستطيع الاستغناء عن جهاز توجيه في هذه الحالة. حافة بعد المرور من خلال ملف الأظافر تبين متفاوتة مع رقائق صغيرة. لإعطاء هندستها المثالية ، قم بما يلي.
- قم بربط القاطع الطحن المستقيم في بت الموجه. هذه المطحنة يمكن أن يكون لها تأثير من أسفل أو في الجزء العلوي (بالقرب من عرقوب).


- إذا كان للمطحنة محمل دفع أقل ، يتم وضع القالب تحت قطعة العمل ويتم الضغط على كلا الجزئين ضد منضدة العمل باستخدام المشابك. على العكس ، يتم تثبيت القالب على قطعة الشغل مع المحمل العلوي على الخاطف.
- في حالة مع تحمل أقل ضع القطعة على حافة قطعة الشغل وقم بتخفيض القاطعة بحيث يكون محور الدفع في وسط قالب القالب ، والجزء السفلي من الشفرات يمتد حوالي 2-3 ملم في القالب. لقطع مع تحمل العليا كل شيء يتم في الاتجاه الآخر: يتم تثبيت نواة الموجه على القالب الذي يتم وضع قطعة الشغل تحته. يتم قطع قاطع الطحن حتى تصل المحمل إلى مركز القالب ، والجزء العلوي من الشفرات لن يلتقطه بمقدار 2-3 ملم.
- علاوة على ذلك ، يتم محاذاة قطعة الشغل المثبتة قليلاً مع القالب (يمكنك استخدام مطرقة مطاطية) بواسطة العلامة المطبقة مسبقًا.
- بعد التسوية ، اضغط على الأجزاء المشابك على طاولة العمل.إذا قمت بالاحتفاظ بها بشكل فضفاض ، فقد تتحول بسبب الاهتزاز القوي عندما تعمل الأداة.
- ضع بت جهاز التوجيه على قطعة العمل (القالب) ، دون لمس الأجزاء إلى الطاحونة ، قم بتشغيل الوحدة وانتظر حتى تصل إلى السرعة الكاملة ؛
- قم بتحريك القاطع بسلاسة إلى بداية الشغل ، بحيث تقوم الأداة بتقطيعه ووضعه على القالب ، ثم تقطعه على طول الحافة بأكملها.
لمعالجة نهايات الفراغات ، يمكنك استخدام آلات الطحن التقليدية (العمودية). إذا كان مطلوبًا إزالة مواد PVC المتراكمة ، والتي يمكن أن يصل سمكها إلى 4 ملم ، فستكون أكثر ملاءمة للعمل مع آلة طحن الحافة ، حيث أنها ذات أبعاد صغيرة وخفيفة الوزن.

وجه طواحين الوجه تستخدم أساسا لتجهيز المنتجات الخشبية و MDF. في هذه الحالة ، أولاً ، يتم إعطاء قطعة العمل شكلاً معينًا باستخدام قاطع طحن مستقيم. وبعد ذلك ، يتم إدخال أداة مع ملف تعريف الشكل المطلوب في كوليه ويتم تشكيل الحواف بالطريقة المعتادة. فقط كقالب أو دليل للحامل يخدم حافة الانحياز للجزء.

عند طحن الأجزاء الخشبية ، ينبغي النظر في اتجاه ألياف الخشب.. إذا لم يتم ذلك ، فسيحدث تشقق في أركان قطع العمل أو في الأماكن التي تصبح فيها الألياف الطولية الوجه النهائي عند المعالجة ، على سبيل المثال ، الأجزاء المنحنية. ﻟﺘﺠﻨﺐ اﻟﺘﺸﻘﻴﻊ ، ﻳﺠﺐ ﻋﻠﻴﻚ اﻟﻄﻬﻮر ﻓﻲ أﻣﺎآﻦ "اﻟﻤﺸﻜﻠﺔ" ﻓﻲ ﻗﻄﻌﺔ اﻟﻌﻤﻞ (اﻟﺸﻜﻞ أ). إذا ذهبت من خلال هذه المقاطع من طاحونة بالطريقة المعتادة (ضد السهم) ، ثم في كثير من الأحيان سوف يؤدي إلى تشكيل رقائق. لذلك ، حتى مناطق "المشكلة" ، يتم تغذية الأداة ضد السهم ، وعند نقاط انتقال الألياف ، يتم عكس الاتجاه (الشكل C).

نفس القاعدة تنطبق على معالجة زوايا الفراغات الخشبية. أولا ، يجب أن يمر القاطع على طول الألياف على طول السهم (من خلال الزاوية) ، وبعد ذلك تستمر الواجهة بالطريقة المعتادة.
إذا تم تنفيذ طحن واجهات MDF (قبل لصقها بالبلاستيك) أو غيرها من المنتجات المصنوعة من هذه المادة ، فلا داعي للقلق بشأن التقطيع ، لأن المادة لها هيكل موحد.
قطع الثقوب
لقطع الثقوب في الفراغات الخشبية يمكنك استخدامها القاطع الأخدود مباشرة. إذا كان للفتحة شكل معقد ، فسيتم قطعه بواسطة جهاز توجيه وفقًا لنموذج تم إعداده مقدمًا باستخدام نسخةحلقة. يتم تثبيت الأخير على جزء من الطاحونة ، وعند تشغيل الوحدة ، يتم ضبط حركة الأداة في الاتجاه المطلوب.
لذا ، لخفض ثقب في فراغ خشبي ، تحتاج إلى تنفيذ العمليات التالية:
- ربط القاطع الأخدود على التوالي في كوليت الجهاز ؛
- إرفاق كم نسخة إلى بت الموجه ؛
- وضع على طاولة العمل الشغل الذي تريد عمل حفرة ؛
- وضع قطع صغيرة من اللوح تحت قطعة الشغل من أجل رفعه قليلاً فوق الجدول (وهذا مطلوب للأداة للخروج عند القطع من خلال الجزء) ؛
- ضع القالب مع الفتحة المعدة مسبقًا على قطعة العمل ثم اضغط على كلا الجزئين إلى الطاولة باستخدام المشابك ؛
- ضبط الحد الأدنى لمقدار التوعية (حوالي 3 ملم) بالنسبة لقاعدة الجهاز ؛
- قم بتشغيل جهاز التوجيه وقم بخفضه برفق على القالب حتى يتم إدخال الموجه برفق في المادة ؛
- إجراء الطحن حول محيط القالب ؛
- خفض قاطع الطحن بمقدار 3 مم أخرى وتكرار العملية المذكورة أعلاه ؛
- الاستمرار في إضافة عمق 3 ملم حتى يمر مطحنة الشغل من خلال.

بنفس الطريقة التي تستطيع قطع حفرة مستديرة وفقا للنمط المناسب.ولكن من أجل قطع دائرة في الشغل ، هناك طريقة أسهل بكثير. غالبية النماذج من قواطع الطحن تشمل بالفعل الجهاز دائري. وهو يتألف من شريط مع برغي قابل للتعديل (مدبب) على جانب واحد.

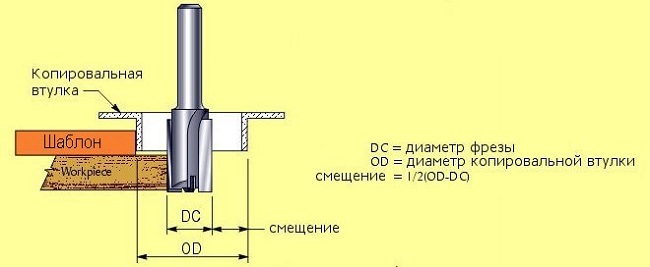
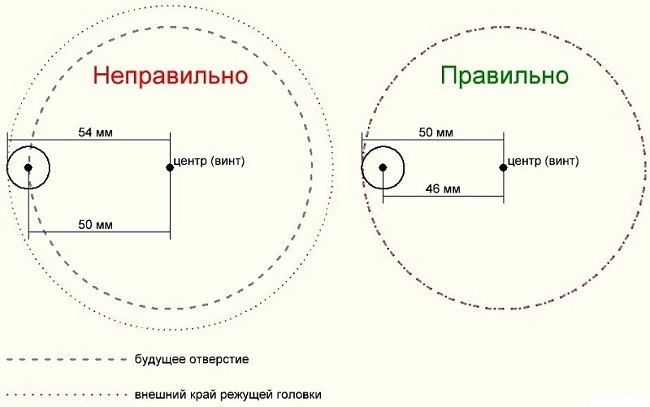
يتم تثبيت الشريط على قاعدة الوحدة ، ويتم إدخال المسمار المدبب في الفتحة التي تمثل مركز الدائرة المستقبلية. بعد ذلك ، تحتاج إلى ضبط نصف القطر المطلوب ، مع مراعاة قطر القاطع. يوضح الشكل التالي كيفية حساب نصف قطر الفتحة بشكل صحيح.
يتم الطحن بالطريقة المعتادة في عدة مراحل ، وفي كل مرة يتم تعميق الأداة بمقدار 3 ملم.
أيضا يمكن حفر طاحونة الحفر ، على سبيل المثال ، لتركيب مفصلات الأثاث. يتم ذلك على النحو التالي.
- المشبك في آلة كوليه المثقاب فورستنر القطر المطلوب.
- ضبط الحد الأدنى لسرعة المغزل.
- ضع جهاز التوجيه على سطح مستو.
- ﻗﻢ ﺑﺨﻔﺾ اﻟﻘﻄﻌﺔ ﺑﺤﻴﺚ ﻻ ﻳﺼﻞ اﻟﺮﻳﺎح ﻓﻲ ﻣﺮآﺰهﺎ إﻟﻰ ﺳﻄﺢ اﻟﻤﺎﺋﺪة 2-3 ﻣﻢ ، ﺛﻢ ﻗﻢ ﺑﺈﺻﻼح ﻣﺤﺮك اﻷﻗﺮاص ﻋﻠﻰ اﻷدﻟﺔ.
- بعد ذلك ، قم بتخفيض نقطة توقف العمق لأي خطوة من البرج وتثبيتها باستخدام مسمار التثبيت.وبفضل محدد العمق ، لا يمكن لمقطع الطحن أن ينخفض عن المستوى المطلوب.
- أزل ﻗﻔل اﻟﻘرص ﺣﺗﯽ ﯾﺗﻣﮐن ﻣن اﻟﺗﺣرك ﺑﺣرﯾﺔ ﻷﻋﻟﯽ وأﺳﻔل ﻋﻟﯽ طول اﻷدﻟﺔ.
- على الشغل يجب أن يكون مركز الثقب في المستقبل.
- ضع جهاز التوجيه (router) بت على قطعة العمل وخفض الطاحونة بطريقة تجعل الارتفاع الموجود في مركزها يضرب المكان المقصود بالضبط.
- ارفع القاطع بشكل طفيف فوق قطعة الشغل ، قم بتشغيل الوحدة وبعد مجموعة من الدورات الكاملة ، ابدأ بسلاسة في غمر الأداة في المادة حتى يصل مقياس العمق إلى المحطة. في عملية الحفر هذه يمكن اعتبارها مكتملة.
قبل الحفر على الشغل ، يجب تنفيذ نفس العملية على قطعة غير ضرورية من الخشب أو اللوح الرقائقي من نفس السمك.
من المهم أن يكون لهذا الثقب الأعمى العمق اللازم لتركيب الكوب المفصلي للأثاث فيه ، في حين لا ينبغي أن يكون هناك أي نواعم ومن خلال ثقوب على الجزء الخلفي من الجزء.
إذا كنت بحاجة إلى القيام به من خلال الفتحةثم محدد عمق ليست ضرورية.من أجل إخراج ناتج "نظيف" على الجزء الخلفي من الشغل ، يجب أن يتم الحفر على مرحلتين. في المرحلة الأولى ، يتم غمر الثقب الكأس في قطعة العمل حتى تصل إلى ثقب صغير من أشكال السنبلة على جانبها العكسي. علاوة على ذلك ، يتم إطفاء قطعة الشغل ، يتم تثبيت ارتفاع المثقاب في الفتحة المشكلة ، ويتم إجراء مزيد من الحفر. وبالتالي ، فإن حواف الثقب على جانبي الحواف ستكون ناعمة وبدون التقطيع.
إدراج الأقفال والمفصلات
لإدخال المفصلات والأقفال في باب خشبي ، تم تطوير عدد من الأجهزة الخاصة ، والتي تم تركيب قطع الطحن الغاطسة عليها.

هذه الأجهزة مكلفة للغاية ، لذلك يحاول السادة لجعلها بأيديهم. على سبيل المثال ، يعد إدراج الحلقات باستخدام جهاز توجيه بدون قالب مهمة مزعجة إلى حد ما. ولكن يتم تبسيط هذه العملية إلى حد كبير إذا قمت بإنشاء قالب بسيط خاص. كيف تفعل هذا ، يمكنك التعلم من هذا فيديو.
الأقفال الداخلية في الأبواب الداخلية تحدث على مرحلتين: أولا ، يتم تشكيل أخدود واسع تحت الصفيحة الأمامية للقفل ، ثم يتم اختيار أخدود عميق تحت هيكل القفل. لتكوين مقعد جسم القفل ، يجب تنفيذ الخطوات التالية.
- خذ قاطع أخدود مستقيم بقطر 0.5 مم أكبر من اللوح.
- تعيين عمق الغمر على الطاحونة إلى حوالي 3 ملم (اعتمادا على سمك لوحة).
- قم بتوصيل محطة موازية أسفل الجهاز.
- إرفاق لوحة القفل إلى نهاية ورقة الباب ودائرة بقلم رصاص. ابحث عن حافة المركز للباب وارسم خطًا خلالها (عبر الويب).
- قم بتثبيت جهاز التوجيه مع التركيز على نهاية الباب وتوجيه الموجه وفقًا للعلامات ، ثم قم بتثبيت الدعم في هذا الموضع.
- قم بتشغيل الوحدة ، اغمر القاطعة في ورقة الباب عند العمق المحدد وقم بقطع هذه المنطقة على كامل طولها. وستكون النتيجة أخاديد واسعة وضحلة تحت الصفيحة الأمامية للقفل.
- إرفاق قفل الأخدود الناتج ، ضع علامة على بداية ونهاية الأخدود العميق.
- بعد ذلك ، يجب أن تختار الطاحونة (الأخدود المستقيمة) بمثل هذا القطر الذي كان أكبر بقليل من سماكة جسم نقر القفل. أيضا ، يجب أن يكون طول ساقها كافيا بحيث يمكن لهذا القاطع أن يجعل فتحة أكبر بمقدار 2-3 مم أكثر من ارتفاع جسم القفل.
- قم بربط الأدوات الموجودة على الكليه التنفيذية.
- تعيين على وحدة أقصى عمق الغمر من الخاطف ، كافية لإدخال جسم القفل. يتم ذلك باستخدام التحكم في العمق.
- ﻗﻢ ﺑﺘﺸﻐﻴﻞ اﻟﻮﺣﺪة واﻧﺘﻘﻞ إﻟﻰ اﻟﻌﻤﻖ اﻟﻜﺎﻣﻞ ﻓﻲ ﺑﺪاﻳﺔ اﻟﻌﻼﻣﺔ. كرر الحفر على طول هذا القسم بأكمله ، وضع الثقوب أقرب ما يمكن إلى بعضها البعض.

- عندما يتم إخراج المنطقة بالكامل ، ارفع القاطع قليلاً بحيث يكون الجزء العلوي من حواف الأدوات بعيدًا قليلاً عن الأخدود (1-2 ملم) ويقوم بعملية الطحن بتحريك الوحدة للخلف وللأمام. بعد عدة تمريرات ، يمكن تعميق القاطع ثم إجراء العملية المذكورة أعلاه مرة أخرى. ونتيجة لذلك ، تحصل على أخدود عميق مع جدران مسطحة وأسفل مستوية.


أخذ عينات من الأخاديد وأرباعها
لتحديد أخدود على سطح الشغل أو حافته (النهاية) ، يمكنك استخدام محطة متوازية ، كما هو الحال في أقفال الأبواب. ولكن يمكنك إنشاء جهاز خاص يسهل العملية ، إذا كنت ترغب في اختيار الأخاديد في عدد كبير من أجزاء متطابقة من الشجرة. كيف يبدو أداة تعيين فترات زمنية محددةيظهر في الصورة التالية.
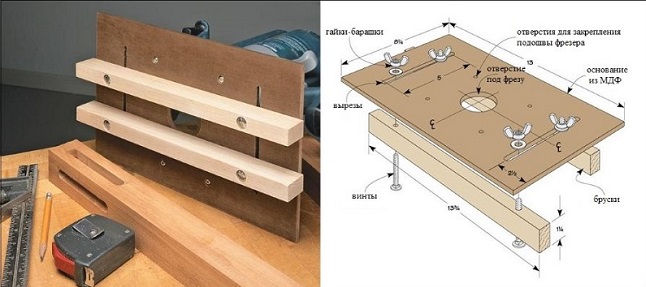
تم تهيئة هذا الجهاز ببساطة:
- يتم تثبيت الوحدة على تركيبات المنصة ؛
- يتم تركيب الهيكل بأكمله على الشغل ؛
- باستخدام أدلة متوازية ، يتم توسيط القاطع الأخدود المستقيم بالنسبة للعلامة على قطعة العمل ؛
- بعد ضبط عمق الأدوات (يتطلب عادة عدة تمريرات) ، يتم إجراء الأخاديد.
لتحديد ربع في فراغ خشبي ، استخدم القاطع الأخدود مع تحمل.

كدليل للأدوات يخدم حافة (النهاية) من الشغل. يتم تثبيت الأداة في كوليه الوحدة ، وبعدها يتم تعيين ارتفاع الغمر ويتم أخذ عينات من الربع بالطريقة المعتادة.

اختيار ربع ليست الوظيفة الوحيدة لهذه الأداة. مع ذلك ، يمكنك تحديد أخدود على طول حافة الشغل و جعل لوحة مخدد. وينظم عمق الأخدود عن طريق تغيير محامل الدفع من أقطار مختلفة.

لتصنيع لوحات مخدد في كميات كبيرة سوف تحتاج إلى تحميل جهاز التوجيه إلى الجدول.
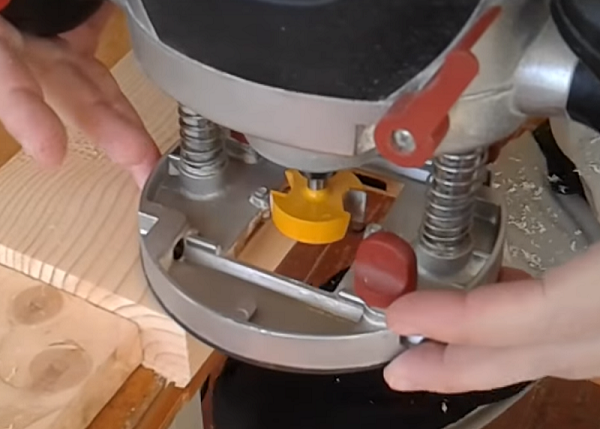
شوكة الأخدود وتتوافق
لإنشاء اتصال gornool شوكة ، هناك العديد من الأجهزة المعقدة. ولكن إذا لم يتم إنتاج المنتجات الخشبية على التيار ،يمكن أن يتم هذا اللسان اتصال والأخدود بمساعدة طاحونة اليد بطريقة بسيطة.
- الجزء الذي سيتم قطع السنبلة له حجم نهائي. عند عمل الترميز ، يجب عليك إضافة طول السنبلة إلى طول الجزء. على سبيل المثال ، بالنسبة لساقي الطاولات والكراسي سيكون هناك ما يكفي من طول الشوكة من 30-40 ملم ، وللأبواب - 55-70 ملم. باستخدام مربع لجعل الترميز على حافة الشغل.
- خذ منشاراً وقم بعمل جروح صغيرة (سيكون هذا هو أكتاف السنبلة).

- إعداد القاطع "برميل"وتأمينها في جهاز كوليه. مع مساعدة سبايك سيتم إنشاء اتصال.
- قم بإصلاح قطعة العمل على طاولة العمل ، وعموديًا لتأمين الجزء الثاني من نفس السمك (سيعمل كدعم للمطحنة).

- بعد ذلك ، تحتاج إلى ضبط مقدار رحيل القاطع بالنسبة لموقع الوحدة. إذا كان السنبلة تقع بالضبط في مركز الشغل ، فيجب أن تكون أداة التثقيب متساوية بحيث يمكنك الحصول على سمك السنبلة المطابق لعرض الأخدود بعد تحريك الجزء والممر الثاني. ويعتمد عرض الأخدود بدوره على قطر القاطع الأخدود. من هذا الحجم يجب أن يبدأ حساب الاتصال بأكمله.
- بمجرد أن تقرر على عمق الأداة وتعيين المحدد ، يمكنك البدء في عينة السنبلة. قم بتشغيل الوحدة والبدء في طحن قطع الشغل ، ولكن على مراحل ، وحفر المادة بمقدار 3 ملم في كل مرة.
- عندما يتم الوصول إلى العمق المطلوب ، قم بإيقاف الجهاز وقم بتوصيل قطعة الشغل.
- استمر في أخذ العينات المرتفعة باستخدام الطريقة الموضحة أعلاه. ونتيجة لذلك ، سوف تحصل عليها شوكة مستطيلة. ولكن ، بما أن الأخدود سيكون له تقريب من القاطع حول الحواف ، فسيكون من الضروري أيضًا قطع الزوايا على السنبلة. ويمكن القيام بذلك بسكين أو على آلة طحن.
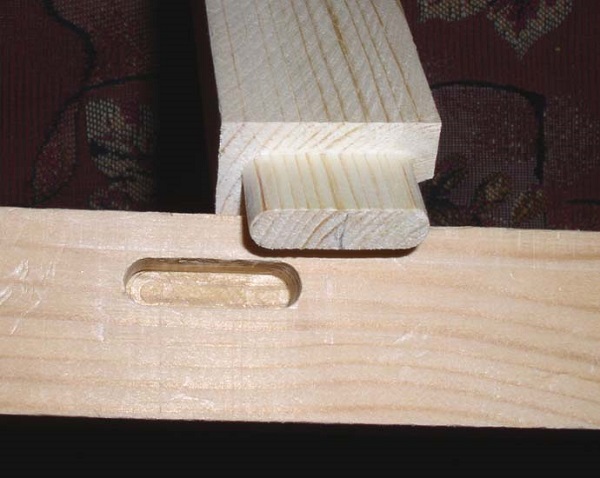
وقد تمت مناقشة كيفية اختيار الأخدود بالتفصيل أعلاه. إذا كنت ترغب في صنع أخدود الشوكة على طول طول قطعة الشغل أو عرضها ، فإنك لن تحتاج إلى تقريب زوايا السنبلة.
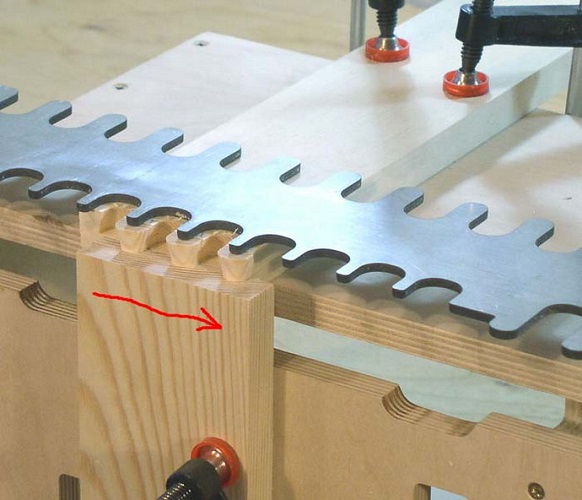
لجعل التواقف ارتفاع ، استخدم جهاز خاص.

على الطاحونة مثبت قطع الحز "تتوافق" ذيل، وكذلك كم نسخة وجود الجوانب ، للحصول على أفضل المواقع في فتحات للقالب.

بعد تثبيت القالب يتم طحن الشغل حسب القواعد العامة.
ويستخدم أيضا اللسان والمقطع الأخدود. في صناعة البطانة. فقط لجعل لوحة الجدار ، يجب أن يكون لديك مجموعة من 2 القواطع. يختار أحد القاطع أخدودًا على حافة الجزء ، والآخر - يصنع ارتفاعًا.

أن قم بعمل ملف، حافة هذا هو ارتفاع ، وقطع أخدود في إطار الواجهة ، وأيضا استخدام مجموعة من القواطع.

أعمال معدنية
يتم إجراء الطحن المعدني بواسطة آلة طحن يدوية في حالات نادرة جدًا ، حيث أن هذه الأداة غير مخصصة لهذه الأغراض. أحيانا يتم استخدامه لتجريد اللحامات أو الثقوب rezsenkovki. كما يسمح للعمل مع هذه الأداة لمعالجة المنتجات من الألومنيوم والنحاس والبرونز والنحاس (لاختيار الأخاديد). يتم تثبيت قاطع كربيد للحز في الوحدة ، ويتم طحن الجزء بالطريقة المعتادة.
في الوقت نفسه على الجهاز ، تحتاج إلى تعيين سرعة الدوران الدنيا ، ويجب أن يكون عمق أدوات المفاجئة على مسار واحد 0.5-1 مم.
في بعض الأحيان ، يتم استخدام جهاز التوجيه اليدوي لنقش أنماط الطائرات من المعادن غير الحديدية. في هذه الحالة ، يتم استخدام نفس القوالب والملحقات المستخدمة في أعمال النجارة ، ويتم تثبيت خوازيق خاصة فقط في جهاز التوجيه (router). قواطع الحفر.

نحت منحوتة والحرف
عادة للحصول على نحت الخشب على شكل استخدام الحز فيليه وفتحات القاطعة. نحت الخشب اليد هو على النحو التالي:
- تثبيت القاطع الأخدود فيليه من قطر صغير في الوحدة ؛
- تطبيق رسم على الفراغ (يمكنك استخدام الاستنسل) ؛

- ضع دائرة حول النمط باستخدام علامة سوداء (وليس كحول) ؛

- تمر على طول الخطوط المرسومة مع مطحنة شرائح ، وتحديد عمق الغمر من 3-4 ملم.

- بعد ذلك ، يجب أن تقوم بتغيير قاطعة قطع الطحن إلى قاطع أخدود مستقيم واختيار كامل داخل النموذج ؛

- بعد الطحن ، يجب أن يتم غرس الصنف الناتج باستخدام ورق الصنفرة واللمان.

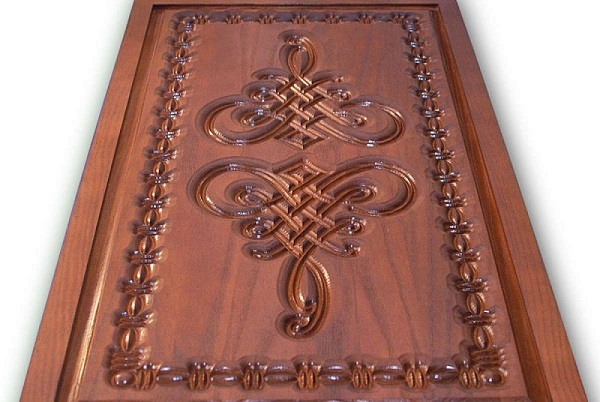
في نفس الطريق هو القيام به نحت الشكل الحجمي على الشجرة. يتم اختيار المطحنة فقط وليس بالنمط ، ولكن من خلال الخلفية من حولها. الانتهاء من زخرفة هو بالفعل حفر أو مصغرة الحفر (حفارة).

أيضا ، بمساعدة قاطع الطحن ، لا يتم تنفيذ فقط نحت الخشب السطحي ، ولكن أيضا المخرم من خلال (الشق) قطع الخشب الرقائقي، لوحات الأثاث رقيقة ، لوحات يمول. ويبين الشكل التالي نمط فترة زمنية محددة من قبل جهاز التوجيه على الخشب الرقائقي.

تتم صناعة الخشب الرقائقي مع قواطع تقليدية للخشب.
بما أن الخشب الرقائقي يحتوي على كمية معينة من التركيب اللاصق ، فيجب تنظيف المعدات من الغراء الملتصق بالشفرات في أكثر الأحيان من معالجة الخشب.
باستخدام أساليب العمل المذكورة أعلاه ، يمكنك قص العناصر المجعدة لشرفات المراقبة ، واجهات المطبخ ، والأثاث الريفي ، إلخ.

يمكن تزيين الأشكال المختلفة بالخشب المنحوت الحرف الخشبية. على سبيل المثال ، الصناديق ، لعبة الطاولة ، جعل علامات للمؤسسات المختلفة.


تطبق Fraser أيضًا إذا لزم الأمر جعل الدرابزيناتمزينة بخيوط ملتوية أو مستقيمة. لطحن الأخاديد المستقيمة ، استخدم أداة خاصة سهلة الاستخدام بيديك.


عملية طحن الدرابزين هي على النحو التالي.
- يتم تثبيت مطحنة الحز الحشوة في المحمل في الوحدة.
- بحيث لا تدور الشغل ، يتم تثبيته مع المسمار. يجب أن يدخل في أحد ثقوب القرص مع درابزين مرتبط به.
- علاوة على ذلك ، يتم تخفيض الأداة بحيث يكون محمل الدفع إلى يسار أو يمين قطعة العمل وأسفل مركزها مباشرة. ولكن يجب أن يكون القاطع في وسط الجزء بالضبط.
- بعد وضع الأدوات ، يتم تشغيل الوحدة ويتم إنتاج أخدود دائري (يتحمل المحمل الأداة ، وتكرار جميع أشكال الدرابزين).
- في الخطوة التالية ، يتم تحويل الموجه إلى الجانب ، ويتم تحرير المسمار المثبت ، ويتم تدوير القرص بحيث يصل المثبت إلى الفتحة التالية.
- بعد تثبيت قطعة الشغل مرة أخرى ، يتم أخذ عينات طولية من الأخدود. بعد كل تمريرة من القاطع ، من الضروري تدوير الشغل بخطوة واحدة.
تظهر الصورة التالية الدرابزينات مع الأخاديد الطولية.

لصنع الدرابزين الملتوي بحاجة إلى مزيد من التكيف المعقد.

يتم الحصول على النمط الملتوي بتحويل قطعة الشغل أثناء حركة القاطع. تتم مزامنة دوران الشغل وحركة جهاز التوجيه على هذا الجهاز.
/rating_off.png)











